1.Présentation
Les cartes de contrôle permettent de surveiller une production et de s’assurer que le produit correspond bien aux spécifications clients. Des limites de contrôle, situées entre la valeur cible à atteindre et les limites de tolérances fixées par le client, servent d’alertes en cas de perte de stabilité du process. Un réglage est alors impératif pour que les valeurs de la caractéristique suivie ne dérivent pas davantage et que le produit soit conforme.
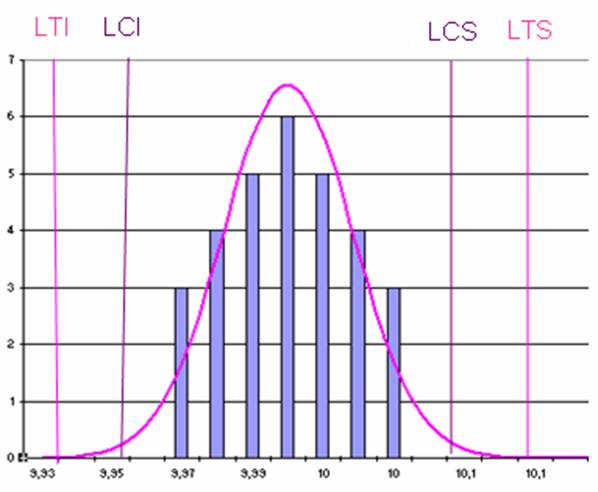
Soient :
LTS : limite de tolérance supérieure
LTI : limite de tolérance inférieure
LCS : limite de contrôle supérieure
LCI : limite de contrôle inférieure
Dans l’infoqualité n°19, nous avons présenté les cartes de contrôle aux mesures, qui s’intéressaient à des caractéristiques quantitatives du produit. Nous allons à présent, nous pencher sur les cartes de contrôle aux attributs qui concernent des mesures qualitatives (conforme ou non conforme, présent ou absent). Elles sont le plus souvent utilisées quand il est impossible d’effectuer des mesures quantitatives (coût, temps, technologie…). Le but de ces cartes de contrôle est d’identifier les causes principales d’instabilité du process
2.Construction d’une carte de contrôle X-bar W et détermination de ses limites de contrôle
2.1.Modalités de prélèvement des échantillons :
Taille de l’échantillon (n): entre 50 et 200 unités
Fréquence de prélèvement : variable suivant la cadence de production, l’importance d’un lot
Nombre de prélèvements à effectuer : entre 20 et 30 sous-groupes
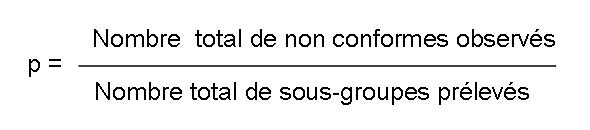
2.2.Calcul des proportions de non-conformes p par échantillon
Soient :
D : le nombre total de non-conformes
p : le nombre de non-conformes par échantillon
n : la taille de l’échantillon
p peut être estimé comme suit :

Remarque : la loi de probabilité de p suit une loi binomiale de moyenne p et de variance p(1-p)/n. Or une loi binomiale tend vers une loi normale dans le cas de grands échantillons, ce qui est le cas pour les cartes de contrôle aux attributs. Si np >20 et n(1-p) >20, la loi de probabilité binomiale est assimilée à une loi normale à laquelle on peut appliquer les mêmes principes que pour les cartes aux mesures.
2.3.Calcul des limites de contrôle :
La proportion moyenne (p) de non conformes pour un ensemble de k échantillons s’obtient grâce à la formule suivante :
Les limites provisoires de contrôles se situent à trois écarts-types de chaque côté de la proportion moyenne. Elles se calculent donc de la façon suivante : Soient LCS et LCI les limites de contrôle respectivement supérieure et inférieure.
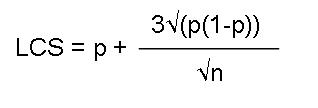
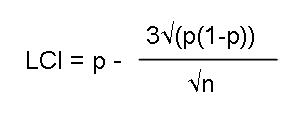
Si LCI < 0, prendre LCI = 0
2.4.Représentation de la carte de contrôle :
Reporter sur un graphique, les valeurs de p pour chaque échantillon en ordonnée et l’identification de l’échantillon concerné en abscisse. Tracer les limites de contrôle et la ligne centrale représentant la moyenne.
Si un ou plusieurs points se situent hors des limites de contrôle, les retirer et recalculer les limites. Recommencer l’opération jusqu’à ce que tous les points soient entre LCS et LCI.
3.Analyse de la carte :
Appliquer les mêmes règles d’analyse que pour une carte aux mesures.
Copyright : INFOQUALITE
Partager cet article
1 Comment
Comments are closed.